ಫುಲ್ ಗ್ಲಾಸ್ ಕರ್ಟನ್ ವಾಲ್ ಸಿಸ್ಟಮ್ ಟೆಂಪರ್ಡ್ ಕ್ಲಾಡಿಂಗ್ ಗ್ಲಾಸ್ ಮುಂಭಾಗ ಚೈನೀಸ್ ಗ್ಲಾಸ್









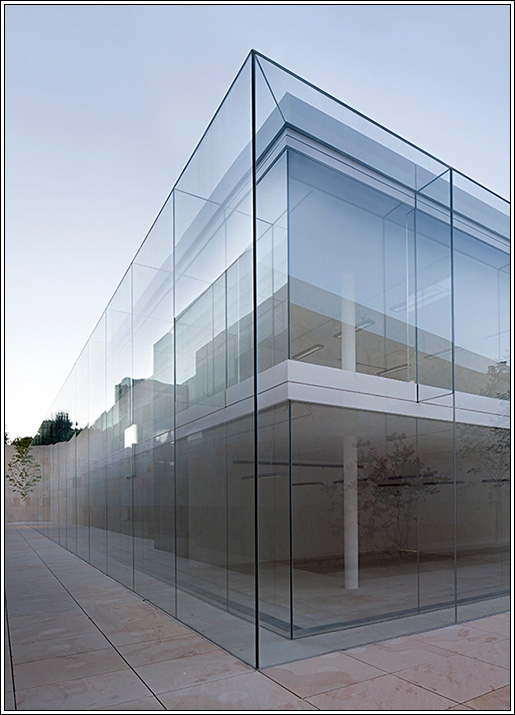
ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ರಚನೆ
ಪೂರ್ಣ ಗಾಜಿನ ಮುಂಭಾಗದ ರಚನೆಗೆ ಎರಡು ವಿಧಗಳಿವೆ, ಒಂದು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ರಚನೆಯೊಂದಿಗೆ, ಇನ್ನೊಂದು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನಿಲ್ಲದೆ.
ರಿಬ್ಬಡ್ ಗ್ಲಾಸ್: ಗಾಜಿನ ಫಲಕಗಳ ಬಿಗಿತವನ್ನು ಬಲಪಡಿಸುವ ಸಲುವಾಗಿ, ಸ್ಟ್ರಿಪ್ ಗ್ಲಾಸ್ ಅನ್ನು ಬಲವರ್ಧನೆಯ ಪಕ್ಕೆಲುಬುಗಳಾಗಿ ನಿರ್ದಿಷ್ಟ ದೂರದಲ್ಲಿ ಬಳಸುವುದು ಅವಶ್ಯಕ, ಇದನ್ನು ರಿಬ್ಬಡ್ ಗ್ಲಾಸ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
| ಪೂರ್ಣ ಗಾಜಿನ ಮುಂಭಾಗದ ಗರಿಷ್ಠ ಎತ್ತರ | |||
| ಗಾಜಿನ ದಪ್ಪ (ಮಿಮೀ) | 10/12 | 15 | 19 |
| ಗರಿಷ್ಠ ಎತ್ತರ(ಮೀ) | 4 | 5 | 6 |
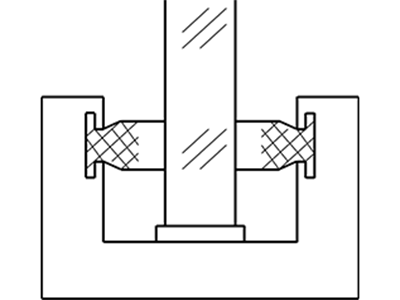
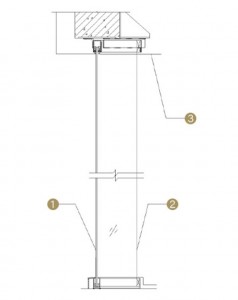
ಫ್ಲೋರಿಂಗ್ ಮೌಂಟೆಡ್ ರೀತಿಯ ಪೂರ್ಣ ಗಾಜಿನ ಮುಂಭಾಗ
ವ್ಯಾಖ್ಯಾನ:ಪರದೆಯ ಗೋಡೆಯ ಎತ್ತರವು ಕಡಿಮೆಯಾದಾಗ, ಮೇಲ್ಮೈ ಗಾಜು ಮತ್ತು ಪಕ್ಕೆಲುಬಿನ ಗಾಜನ್ನು ಒಳಸೇರಿಸುವ ತೋಡಿನೊಂದಿಗೆ ಸ್ಥಾಪಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಗಾಜನ್ನು ಕೆಳಭಾಗದ ಒಳಸೇರಿಸುವ ತೋಡಿನಲ್ಲಿ ಸರಿಪಡಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಮೇಲಿನ ಒಳಸೇರಿಸುವ ತೋಡು ಮತ್ತು ಗಾಜಿನ ನಡುವೆ ಒಂದು ನಿರ್ದಿಷ್ಟ ಜಾಗವನ್ನು ನಿಗದಿಪಡಿಸಲಾಗುತ್ತದೆ. , ಆದ್ದರಿಂದ ಗಾಜಿನ ವಿಸ್ತರಣೆ ಮತ್ತು ವಿರೂಪಕ್ಕೆ ಸ್ಥಳಾವಕಾಶವಿದೆ.
ಪ್ರಯೋಜನಗಳು:ಸರಳ ರಚನೆ, ಕಡಿಮೆ ಬೆಲೆ, ಮುಖ್ಯವಾಗಿ ಭಾರ ಹೊರುವ ಪೀಠದ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿದೆ
ದೌರ್ಬಲ್ಯ:ಗಾಜಿನು ತನ್ನದೇ ಆದ ದ್ರವ್ಯರಾಶಿಯ ಹೊರೆಯ ಅಡಿಯಲ್ಲಿ ಬಾಗುವುದು ಮತ್ತು ವಿರೂಪಗೊಳಿಸುವುದು ಸುಲಭ, ಇದರ ಪರಿಣಾಮವಾಗಿ ದೃಷ್ಟಿಗೋಚರ ಚಿತ್ರ ವಿರೂಪಗೊಳ್ಳುತ್ತದೆ.

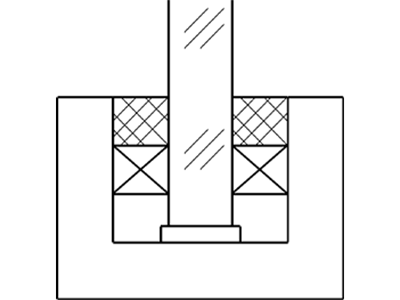
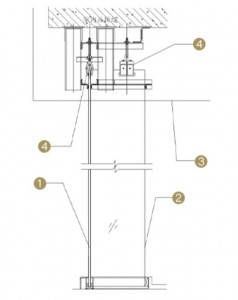
ಹ್ಯಾಂಗಿಂಗ್ ಟೈಪ್ ಪೂರ್ಣ ಗಾಜಿನ ಮುಂಭಾಗ
ವ್ಯಾಖ್ಯಾನ:ಪರದೆಯ ಗೋಡೆಯು ಎತ್ತರದಲ್ಲಿದ್ದಾಗ, ಗಾಜು ತನ್ನದೇ ಆದ ದ್ರವ್ಯರಾಶಿಯ ಹೊರೆಯಿಂದ ಬಕ್ಲಿಂಗ್ ಮತ್ತು ನಾಶವಾಗುವುದನ್ನು ತಡೆಯಲು, ಪರದೆಯ ಗೋಡೆಯ ಮೇಲಿನ ತುದಿಯಲ್ಲಿ ವಿಶೇಷ ಲೋಹದ ಫಿಕ್ಚರ್ ಅನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ ಮತ್ತು ನಿರಂತರ ಗಾಜಿನನ್ನು ರೂಪಿಸಲು ಗಾಜಿನ ದೊಡ್ಡ ತುಂಡನ್ನು ನೇತುಹಾಕಲಾಗುತ್ತದೆ. ವಿರೂಪವಿಲ್ಲದೆ ಪರದೆ ಗೋಡೆ.ಗಾಜಿನ ಮತ್ತು ಒಳಸೇರಿಸುವ ತೋಡಿನ ಕೆಳಭಾಗದ ನಡುವೆ ಹೊಂದಿಕೊಳ್ಳುವ ಸ್ಥಳವಿದೆ.
ಪ್ರಯೋಜನಗಳು:ಇದು ತನ್ನದೇ ಆದ ಗುಣಮಟ್ಟದಿಂದ ಉಂಟಾಗುವ ಗಾಜಿನ ವಿಚಲನವನ್ನು ನಿವಾರಿಸುತ್ತದೆ ಮತ್ತು ಸುಂದರವಾದ, ಪಾರದರ್ಶಕ ಮತ್ತು ಸುರಕ್ಷಿತ ಪರಿಣಾಮವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.ಇದು ಮುಖ್ಯವಾಗಿ ಭಾರ ಹೊರುವ ಲೋಹದ ನೆಲೆವಸ್ತುಗಳ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿದೆ.
ದೌರ್ಬಲ್ಯ:ರಚನೆಯು ತುಲನಾತ್ಮಕವಾಗಿ ಸಂಕೀರ್ಣವಾಗಿದೆ ಮತ್ತು ಹೆಚ್ಚಿನ ವೆಚ್ಚವನ್ನು ಹೊಂದಿದೆ
ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ರಚನೆ
ಪೂರ್ಣ ಗಾಜಿನ ಮುಂಭಾಗದ ರಚನೆಗೆ ಎರಡು ವಿಧಗಳಿವೆ, ಒಂದು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ರಚನೆಯೊಂದಿಗೆ, ಇನ್ನೊಂದು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನಿಲ್ಲದೆ.
ರಿಬ್ಬಡ್ ಗ್ಲಾಸ್: ಗಾಜಿನ ಫಲಕಗಳ ಬಿಗಿತವನ್ನು ಬಲಪಡಿಸುವ ಸಲುವಾಗಿ, ಸ್ಟ್ರಿಪ್ ಗ್ಲಾಸ್ ಅನ್ನು ಬಲವರ್ಧನೆಯ ಪಕ್ಕೆಲುಬುಗಳಾಗಿ ನಿರ್ದಿಷ್ಟ ದೂರದಲ್ಲಿ ಬಳಸುವುದು ಅವಶ್ಯಕ, ಇದನ್ನು ರಿಬ್ಬಡ್ ಗ್ಲಾಸ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
| ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆ ಇಲ್ಲ | |
| ನೋಡ್ ರಚನೆ | ಗ್ಲಾಸ್ ಸ್ಥಿರ ಅನುಸ್ಥಾಪನ ವಿಧಾನ |
| ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವಿಧಾನವೆಂದರೆ ಗಾಜಿನ ದೊಡ್ಡ ತುಂಡಿನ ತುದಿಗಳನ್ನು ಲೋಹದ ಚೌಕಟ್ಟಿನಲ್ಲಿ ಸೇರಿಸುವುದು ಮತ್ತು ಅದನ್ನು ಸಿಲಿಕೋನ್ ಸ್ಟ್ರಕ್ಚರಲ್ ಸೀಲಾಂಟ್ನೊಂದಿಗೆ ಸರಿಪಡಿಸುವುದು. | ಮೂರು ವಿಧದ ಗಾಜಿನ ಸ್ಥಿರ ಅನುಸ್ಥಾಪನ ವಿಧಾನಗಳಿವೆ, ಡ್ರೈ ಟೈಪ್ ಅಸೆಂಬ್ಲಿ, ವೆಟ್-ಟೈಪ್ ಅಸೆಂಬ್ಲಿ, ಮಿಕ್ಸಿಂಗ್ ಅಸೆಂಬ್ಲಿ. |
ಒಣ ಪ್ರಕಾರದ ಜೋಡಣೆ
ಗಾಜನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಸರಿಪಡಿಸಲು ಸೀಲಿಂಗ್ ಸ್ಟ್ರಿಪ್ಗಳನ್ನು (ರಬ್ಬರ್ ಸೀಲಿಂಗ್ ಸ್ಟ್ರಿಪ್ಗಳಂತಹ) ಬಳಸಿ
ಆರ್ದ್ರ ಮಾದರಿಯ ಜೋಡಣೆ
ಗಾಜನ್ನು ಸ್ಲಾಟ್ಗೆ ಸೇರಿಸಿದ ನಂತರ, ಸೀಲಾಂಟ್ ಅನ್ನು ಬಳಸಿ (ಉದಾ ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್) ಗಾಜಿನ ಮತ್ತು ಟ್ಯಾಂಕ್ ಗೋಡೆಯ ನಡುವಿನ ಅಂತರವನ್ನು ಸರಿಪಡಿಸಲು ತುಂಬಿಸಿ
ಮಿಶ್ರಣ ಜೋಡಣೆ
ಒಣ ವಿಧ ಮತ್ತು ಆರ್ದ್ರ-ಮಾದರಿಯ ಜೋಡಣೆಯನ್ನು ಒಂದೇ ಸಮಯದಲ್ಲಿ ಸಂಯೋಜಿಸಲಾಗುತ್ತದೆ.ಮೊದಲು ಸೀಲಿಂಗ್ ಸ್ಟ್ರಿಪ್ ಅನ್ನು ಒಂದು ಬದಿಯಲ್ಲಿ ಸರಿಪಡಿಸಿ, ಅದನ್ನು ಗಾಜಿನೊಳಗೆ ಇರಿಸಿ ಮತ್ತು ಅಂತಿಮವಾಗಿ ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್ನೊಂದಿಗೆ ಇನ್ನೊಂದು ಬದಿಯಲ್ಲಿ ಅದನ್ನು ಸರಿಪಡಿಸಿ.
ಸೂಚನೆ:ಆರ್ದ್ರ ಪ್ರಕಾರದ ಜೋಡಣೆಯ ಸೀಲಿಂಗ್ ಕಾರ್ಯಕ್ಷಮತೆ ಒಣ ಪ್ರಕಾರದ ಜೋಡಣೆಗಿಂತ ಉತ್ತಮವಾಗಿದೆ ಮತ್ತು ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್ನ ಸೇವಾ ಜೀವನವು ರಬ್ಬರ್ ಸೀಲಿಂಗ್ ಸ್ಟ್ರಿಪ್ಗಿಂತ ಉದ್ದವಾಗಿದೆ.
| ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆ | |
| ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಮೇಲ್ಮೈ ರಚನೆಯನ್ನು ಛೇದಿಸುವುದು | |
| ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಮೇಲ್ಮೈಯ ದಿಕ್ಕನ್ನು ಮುಖ್ಯವಾಗಿ ಕಟ್ಟಡದ ಸ್ಥಳ ಮತ್ತು ಕಾರ್ಯ ಮತ್ತು ಕಲಾತ್ಮಕ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಜೋಡಿಸಲಾಗಿದೆ.ಮುಖದ ಗಾಜು ಮತ್ತು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಛೇದಕ ಚಿಕಿತ್ಸೆಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ಸಾಮಾನ್ಯವಾಗಿ ಮೂರು ರಚನಾತ್ಮಕ ರೂಪಗಳಿವೆ: ಡಬಲ್ ರಿಬ್ಬಡ್, ಸಿಂಗಲ್ ರಿಬ್ಬಡ್, ಥ್ರೂ ರಿಬ್ಬಡ್. |
ಒಣ ಪ್ರಕಾರದ ಜೋಡಣೆ
ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಪಕ್ಕೆಲುಬಿನ ಗಾಜು, ಮಧ್ಯದ ಆಂತರಿಕ ಗೋಡೆಗೆ ಸೂಕ್ತವಾಗಿದೆ
ಆರ್ದ್ರ ಮಾದರಿಯ ಜೋಡಣೆ
ಒಂದು ಬದಿಯಲ್ಲಿ ಪಕ್ಕೆಲುಬಿನ ಗಾಜು, ಬಾಹ್ಯ ಗೋಡೆಗೆ ಸೂಕ್ತವಾಗಿದೆ
ಮಿಶ್ರಣ ಜೋಡಣೆ
ಮೇಲ್ಮೈ ಗಾಜಿನ ಮೂಲಕ ಪಕ್ಕೆಲುಬಿನ ಗಾಜು, ದೊಡ್ಡ ಮೇಲ್ಮೈ ಪರದೆ ಗೋಡೆಗೆ ಸೂಕ್ತವಾಗಿದೆ.
| ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಛೇದಿಸುವ ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ | |
| ಮುಖದ ಗಾಜು ಮತ್ತು ಪಕ್ಕೆಲುಬಿನ ಗಾಜನ್ನು ಪಾರದರ್ಶಕ ಸಿಲಿಕೋನ್ ಸ್ಟ್ರಕ್ಚರಲ್ ಸೀಲಾಂಟ್ನಿಂದ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ ಮತ್ತು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಛೇದಿಸುವ ಮೇಲ್ಮೈಯ ಚಿಕಿತ್ಸೆಯು ಈ ಕೆಳಗಿನಂತಿರುತ್ತದೆ: ಹಿಂಭಾಗದ ಪ್ರಕಾರ, ಮೌಂಟೆಡ್ ಸೀಮ್ ಪ್ರಕಾರ, ಫ್ಲಶ್ ಪ್ರಕಾರ, ಚಾಚಿಕೊಂಡಿರುವ ಪ್ರಕಾರ. |
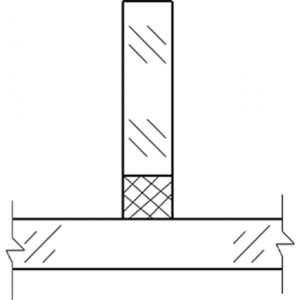
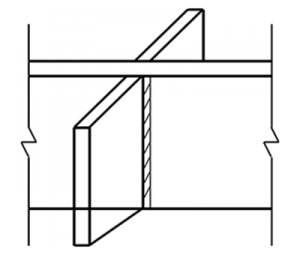
ಹಿಂದಿನ ಪ್ರಕಾರ
ಗಾಜಿನ ಪಕ್ಕೆಲುಬು ಮುಖದ ಗಾಜಿನ ಹಿಂಭಾಗದಲ್ಲಿದೆ, ಒಟ್ಟಾರೆಯಾಗಿ ರಚನಾತ್ಮಕ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯೊಂದಿಗೆ ಮುಖದ ಗಾಜಿನೊಂದಿಗೆ ಬಂಧಿಸಲಾಗಿದೆ.
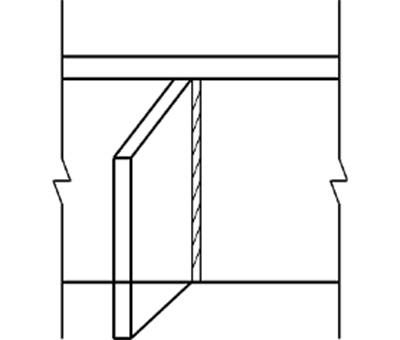
ಫ್ಲಶ್ ಪ್ರಕಾರ
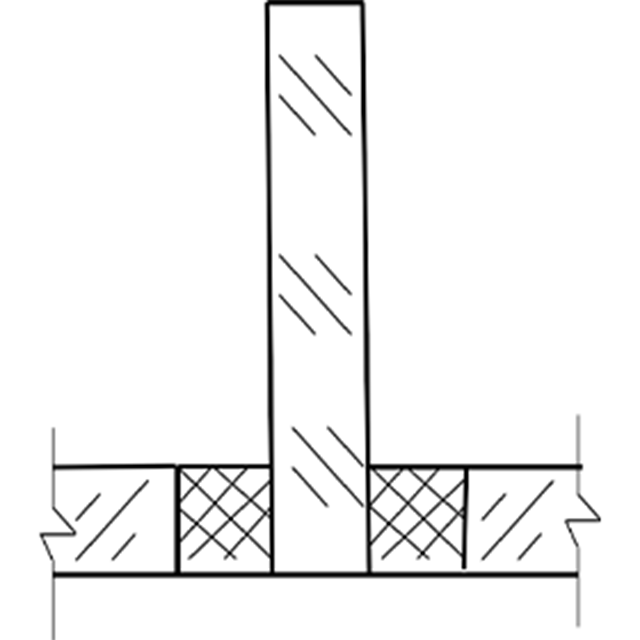
ಗಾಜಿನ ಪಕ್ಕೆಲುಬು ಎರಡು ಮುಖದ ಗಾಜಿನ ನಡುವೆ ಇದೆ, ಪಕ್ಕೆಲುಬುಗಳ ಒಂದು ಬದಿಯು ಮುಖದ ಗಾಜಿನ ಮೇಲ್ಮೈಯೊಂದಿಗೆ ಫ್ಲಶ್ ಆಗಿರುತ್ತದೆ ಮತ್ತು ಪಕ್ಕೆಲುಬುಗಳು ಮತ್ತು ಎರಡು ಮುಖದ ಗಾಜಿನ ನಡುವೆ ರಚನಾತ್ಮಕ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.ವಿಭಿನ್ನ ಪಾರ್ಶ್ವ ಪ್ರಸರಣ ದಪ್ಪದಿಂದಾಗಿ ದೃಷ್ಟಿಯಲ್ಲಿ ವರ್ಣ ವಿಪಥನವಿರುತ್ತದೆ
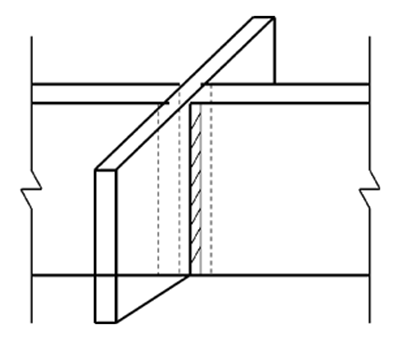
ಮೌಂಟೆಡ್ ಸೀಮ್ ಪ್ರಕಾರ
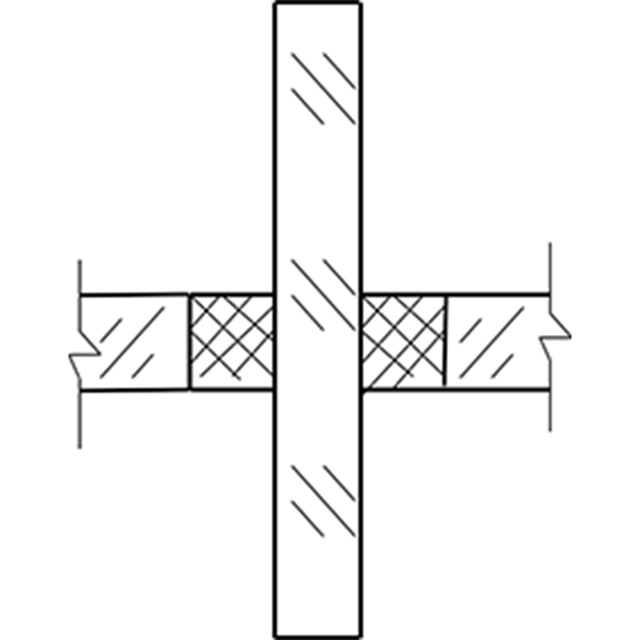
ಗಾಜಿನ ಪಕ್ಕೆಲುಬು ಎರಡು ಮುಖದ ಗಾಜಿನ ಜಂಟಿಯಲ್ಲಿದೆ ಮತ್ತು ಮೂರು ಗಾಜಿನ ತುಂಡುಗಳನ್ನು ರಚನಾತ್ಮಕ ಅಂಟು ಜೊತೆ ಜೋಡಿಸಲಾಗಿದೆ.
ಚಾಚಿಕೊಂಡಿರುವ ವಿಧ
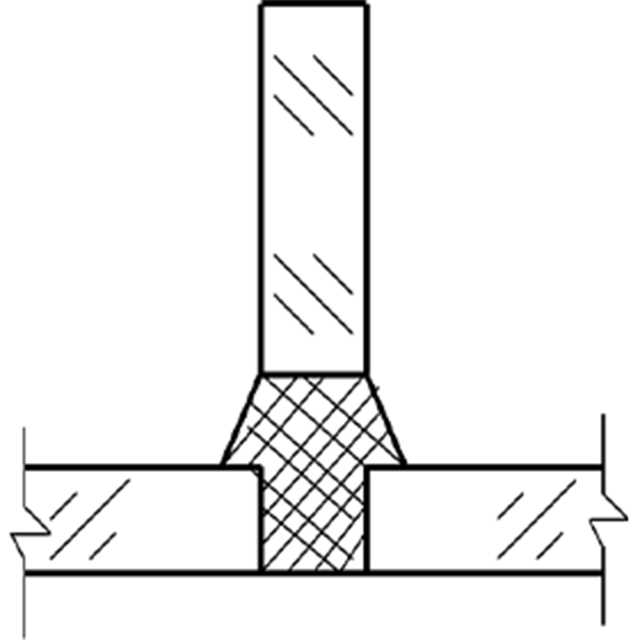
ಗಾಜಿನ ಪಕ್ಕೆಲುಬು ಎರಡು ಮುಖದ ಗಾಜಿನ ನಡುವೆ ಇದೆ, ಎರಡೂ ಬದಿಗಳು ಮುಖದ ಗಾಜಿನ ಮೇಲ್ಮೈಯನ್ನು ಚಾಚಿಕೊಂಡಿವೆ, ಪಕ್ಕೆಲುಬುಗಳು ಮತ್ತು ಮುಖದ ಗಾಜಿನನ್ನು ರಚನಾತ್ಮಕ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯಿಂದ ಮುಚ್ಚಲಾಗುತ್ತದೆ.
ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಪೂರ್ಣ ಗಾಜಿನ ಮುಂಭಾಗದ ಸ್ಥಿರೀಕರಣ
ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆ
ಹ್ಯಾಂಗಿಂಗ್ ಟೈಪ್ ಫುಲ್ ಗ್ಲಾಸ್ ಕರ್ಟನ್ ವಾಲ್
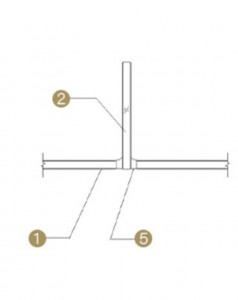
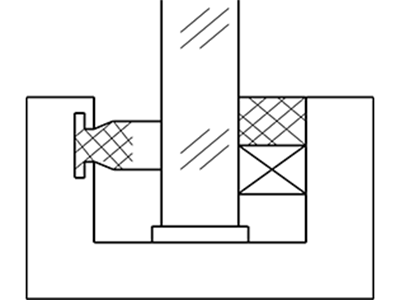
ಗಾಜಿನ-ಪಕ್ಕೆಲುಬಿನ ಎಲ್ಲಾ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ಸಮತಲ ನೋಡ್
1. ಟೆಂಪರ್ಡ್ ಗ್ಲಾಸ್;2. ಟೆಂಪರ್ಡ್ ಗ್ಲಾಸ್ ರಿಬ್;3. ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಹ್ಯಾಂಗಿಂಗ್ ಕ್ಲ್ಯಾಂಪ್ ಸಿಸ್ಟಮ್;
4. ಒಳಾಂಗಣ ಸೀಲಿಂಗ್ ಲೈನ್;5. ರಚನಾತ್ಮಕ ಗಾಜಿನ ಅಂಟು
1.ಹ್ಯಾಂಗಿಂಗ್ ಟೈಪ್ ಫುಲ್ ಗ್ಲಾಸ್ ಕರ್ಟನ್ ವಾಲ್
ನೇತಾಡುವ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ರಚನೆಯು ಮುಖ್ಯವಾಗಿ ಮೂರು ಭಾಗಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
1.ಅಪ್ಪರ್ ಲೋಡ್-ಬೇರಿಂಗ್ ನೇತಾಡುವ ರಚನೆ: ಸ್ಟೀಲ್ ಹ್ಯಾಂಗರ್, ಸ್ಟೀಲ್ ಬೀಮ್ಗಳು, ಅಮಾನತು ಹ್ಯಾಂಗರ್, ಹಾರ್ಸ್ಶೂ ಹ್ಯಾಂಗಿಂಗ್ ಫಿಕ್ಚರ್, ಹ್ಯಾಂಗಿಂಗ್ ಕ್ಲಾಂಪ್ ತಾಮ್ರ, ಆಂತರಿಕ ಮತ್ತು ಬಾಹ್ಯ ಲೋಹದ ಕ್ಲಿಪ್, ಭರ್ತಿ ಮತ್ತು ಸೀಲಿಂಗ್ ವಸ್ತು, ಹವಾಮಾನ ನಿರೋಧಕ ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್.
2.ಮಧ್ಯ ಗಾಜಿನ ರಚನೆ: ಗಾಜಿನ ಫಲಕ;ಗ್ಲಾಸ್ ರಿಬ್ಬಡ್ ಪ್ಲೇಟ್, ಸಿಲಿಕೋನ್ ಸ್ಟ್ರಕ್ಚರಲ್ ಸೀಲಾಂಟ್.
3.ಲೋವರ್ ಫ್ರೇಮ್ ರಚನೆ: ಲೋಹದ ಚೌಕಟ್ಟು, ನಿಯೋಪ್ರೆನ್ ರಬ್ಬರ್ ಪ್ಯಾಡ್, ಫೋಮ್ ತುಂಬುವ ವಸ್ತು, ಹವಾಮಾನ-ನಿರೋಧಕ ಸೀಲಾಂಟ್.
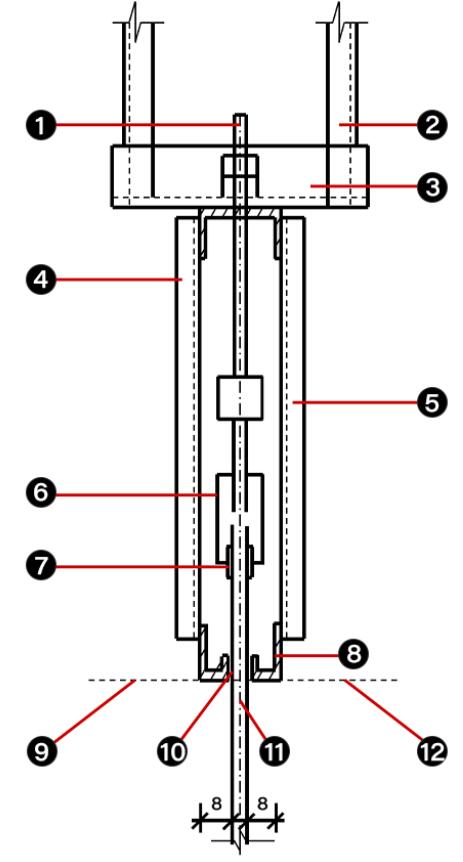
1.ಬೋಲ್ಟ್ ಸ್ಥಾಪನೆ;2. ಟೀಲ್ ಹ್ಯಾಂಗಿಂಗ್ ಬ್ರಾಕೆಟ್;
3.ಉಕ್ಕಿನ ಕಿರಣ;4.ಬಾಹ್ಯ ಲೋಹದ ಕ್ಲಿಪ್;
5.ಆಂತರಿಕ ಲೋಹದ ಕ್ಲಿಪ್;6. ಜೋಲಿಗಳು;
7.ತೂಗು ಕ್ಲ್ಯಾಂಪ್ ಪ್ಲೇಟ್;8.3mm SS ಚಾನಲ್ ಸ್ಟೀಲ್ ಪ್ರೊಫೈಲ್;
9.ಬಾಹ್ಯ ಮುಕ್ತಾಯ;10.ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್;11.19 ಮಿಮೀ ಗಾಜು;
12.ಆಂತರಿಕ ಸೀಲಿಂಗ್;
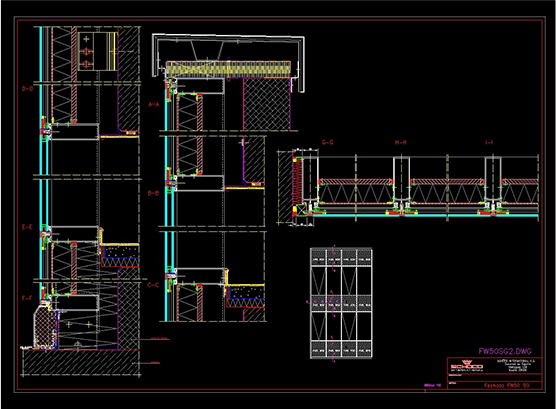
ಹ್ಯಾಂಗಿಂಗ್ ಟೈಪ್ ಫುಲ್ ಗ್ಲಾಸ್ ಕರ್ಟನ್ ವಾಲ್ ನ ಮೇಲಿನ ನೋಡ್ ನ ರೇಖಾಚಿತ್ರ
ಫ್ರೇಮ್ ನೋಡ್ ರೇಖಾಚಿತ್ರ
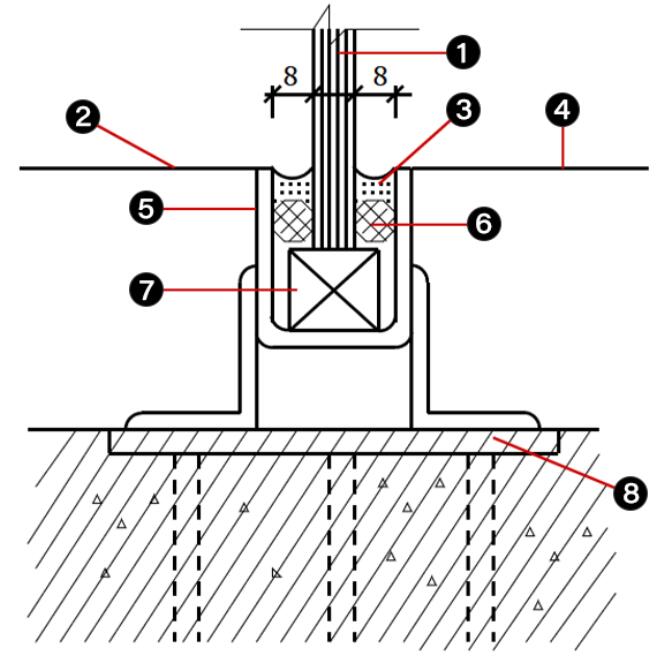
1.19 ಮಿಮೀ ಗಾಜು;
2.ಬಾಹ್ಯ ಮುಕ್ತಾಯ;
3.ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್;
4.ಆಂತರಿಕ ಮೇಲ್ಮೈ;
5.3mm SS ಚಾನಲ್ ಸ್ಟೀಲ್ ಪ್ರೊಫೈಲ್;
6.ಫೋಮ್ ತುಂಬುವ ವಸ್ತು;
7.ನಿಯೋಪ್ರೆನ್ ಸ್ಪೇಸರ್;
8.ಎಂಬೆಡೆಡ್ ಭಾಗಗಳು;
1.ಸುತ್ತಮುತ್ತಲಿನ ಮುಚ್ಚಿದ ತೋಡು ಗೋಡೆ ಮತ್ತು ಗಾಜಿನ ಫಲಕ ಅಥವಾ ಗಾಜಿನ ಪಕ್ಕೆಲುಬಿನ ನಡುವಿನ ಅಂತರವು 8mm ಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು, ನೇತಾಡುವ ಗಾಜಿನ ಕೆಳಗಿನ ತುದಿ ಮತ್ತು ಕೆಳಗಿನ ತೋಡಿನ ಕೆಳಭಾಗದ ನಡುವಿನ ಅಂತರವು ಗಾಜಿನ ಉದ್ದನೆಯ ವಿರೂಪತೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸಬೇಕು. .ಗಾಜು ಮತ್ತು ಕೆಳಗಿನ ತೋಡಿನ ಕೆಳಭಾಗವನ್ನು ಬೆಂಬಲಿಸಬೇಕು ಅಥವಾ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಪ್ಯಾಡ್ನಿಂದ ತುಂಬಿಸಬೇಕು ಮತ್ತು ಪ್ಯಾಡ್ನ ಉದ್ದವು 100mm ಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು, ದಪ್ಪ 10mm ಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು, ಇದನ್ನು ಕೋಶ ಗೋಡೆಯ ನಡುವೆ ಸಿಲಿಕೋನ್ ಬಿಲ್ಡಿಂಗ್ ಸೀಲಾಂಟ್ನಿಂದ ಮುಚ್ಚಬೇಕು. ಮತ್ತು ಗಾಜು.
2.ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ಮೇಲ್ಮೈ ಇತರ ಕಠಿಣ ವಸ್ತುಗಳೊಂದಿಗೆ ನೇರ ಸಂಪರ್ಕದಲ್ಲಿರಬಾರದು.ಪ್ಲೇಟ್ ಮೇಲ್ಮೈ ಮತ್ತು ಅಲಂಕಾರದ ಮೇಲ್ಮೈ ಅಥವಾ ರಚನಾತ್ಮಕ ಮೇಲ್ಮೈ ನಡುವಿನ ಅಂತರವು 8mm ಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು ಮತ್ತು ಸೀಲಾಂಟ್ನೊಂದಿಗೆ ಮುಚ್ಚಲಾಗುತ್ತದೆ.
2. ಮೇಲಿನ ಬೇರಿಂಗ್ ನೇತಾಡುವ ರಚನೆ
1.ಸ್ಟೀಲ್ ಹ್ಯಾಂಗರ್ ಮತ್ತು ಕಿರಣ
ಮುಖ್ಯವಾಗಿ ರಚನೆ ಉಕ್ಕು, ಗಾಜಿನ ಫಲಕಗಳು ಮತ್ತು ಗಾಜಿನ ಪಕ್ಕೆಲುಬುಗಳನ್ನು ಮತ್ತು ತಮ್ಮದೇ ಆದ ಸಮೂಹ ಲೋಡ್ ಮತ್ತು ಗಾಳಿ ಲೋಡ್ ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ಮುಖ್ಯ ರಚನೆ ವರ್ಗಾಯಿಸಲಾಯಿತು ಇತರ ಘಟಕಗಳನ್ನು ಆಯ್ಕೆ.
2. ನೇತಾಡುವ ಕಂಬ, ಹಾರ್ಸ್ಶೂ ಹ್ಯಾಂಗಿಂಗ್ ಫಿಕ್ಚರ್ ಮತ್ತು ಹ್ಯಾಂಗಿಂಗ್ ಕ್ಲಿಪ್ ತಾಮ್ರದ ಹಾಳೆ
ಅಮಾನತು ಹೊರೆಯ ಗಾತ್ರದ ಪ್ರಕಾರ, ನೇತಾಡುವ ಕಂಬ ಮತ್ತು ನೇತಾಡುವ ಫಿಕ್ಚರ್ ಅನ್ನು ಸಾಮಾನ್ಯ ಪ್ರಮಾಣಿತ ಮತ್ತು ಭಾರವಾದ ಪ್ರಕಾರಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ
| ಲಿಫ್ಟಿಂಗ್ ಫಿಕ್ಚರ್ ಆಯ್ಕೆ ಮತ್ತು ಅಗತ್ಯವಿರುವ ನಿರ್ಮಾಣ ಜಾಗದ ಎತ್ತರ ಉಲ್ಲೇಖ ಕೋಷ್ಟಕ | ||
| ನೇತಾಡುವ ಗಾಜಿನ ಗುಣಮಟ್ಟವನ್ನು ತಡೆದುಕೊಳ್ಳಿ (ಕೆಜಿ) | ಹ್ಯಾಂಗಿಂಗ್ ಫಿಕ್ಚರ್ ಪ್ರಕಾರ | ಅಗತ್ಯವಿರುವ ನಿರ್ಮಾಣದ ಎತ್ತರ (MM) |
| Wg<450 | ಪ್ರಮಾಣಿತ | 450 |
| 450≤Wg≤1200 | ಭಾರೀ ವಿಧ | >550 |
3.ಆಂತರಿಕ ಮತ್ತು ಬಾಹ್ಯ ಲೋಹದ ಕೊಕ್ಕೆಗಳು
ಒಳ ಮತ್ತು ಹೊರ ಲೋಹದ ಹಿಡಿಕಟ್ಟುಗಳು ಗಾಜಿನ ಅಮಾನತುಗೊಳಿಸಿದ ನಂತರ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ಮೇಲಿನ ಭಾಗದಲ್ಲಿ ಅಂಚಿನ ಸೀಲಿಂಗ್ ರಚನೆಗಳು, ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಉತ್ತಮ.
ಕಾರ್ಯ
ಗಾಜನ್ನು ಮೇಲಿನ ಭಾಗದಲ್ಲಿ ಇರಿಸಲಾಗಿದೆ, ಇದರಿಂದಾಗಿ ಗಾಳಿಯ ಭಾರವನ್ನು ಹೊತ್ತ ನಂತರ ಮುಖದ ಗಾಜು ಪಕ್ಕೆಲುಬಿನ ಗಾಜು ಮತ್ತು ಸ್ಟೀಲ್ ಹ್ಯಾಂಗರ್ಗೆ ಸಮವಾಗಿ ಹರಡುತ್ತದೆ.ಅದೇ ಸಮಯದಲ್ಲಿ, ಇದು ಒಳಾಂಗಣ ಅಮಾನತುಗೊಳಿಸಿದ ಸೀಲಿಂಗ್ ಮತ್ತು ಹೊರಾಂಗಣ ಅಲಂಕಾರಿಕ ವಸ್ತುಗಳು ಮತ್ತು ಪೂರ್ಣ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ಜಂಕ್ಷನ್ ಮತ್ತು ಮುಚ್ಚುವ ಸ್ಥಾನವಾಗಿದೆ.
ಅನುಸ್ಥಾಪನ
ಮುಖದ ಗಾಜನ್ನು ಸ್ಥಳದಲ್ಲಿ ಎತ್ತುವ ಸಲುವಾಗಿ, ಮೊದಲು ಒಳಗಿನ ಲೋಹದ ಕ್ಲಿಪ್ ಅನ್ನು ಸರಿಪಡಿಸಿ, ಮತ್ತು ಗಾಜಿನ ಅಮಾನತುಗೊಳಿಸಿದ ನಂತರ ಅನುಸ್ಥಾಪನೆಯ ಬೋಲ್ಟ್ನೊಂದಿಗೆ ಹೊರಗಿನ ಲೋಹದ ಕ್ಲಿಪ್ ಅನ್ನು ಸರಿಪಡಿಸಿ.
3.ಮೆಟೀರಿಯಲ್ ವಿಶೇಷಣಗಳು ಮತ್ತು ತಾಂತ್ರಿಕ ಕಾರ್ಯಕ್ಷಮತೆ
ಗಾಜು
1. ಪ್ರಕಾರ:
ಟೆಂಪರ್ಡ್ ಗ್ಲಾಸ್, ಲ್ಯಾಮಿನೇಟೆಡ್ ಟೆಂಪರ್ಡ್ ಗ್ಲಾಸ್ ಇತ್ಯಾದಿ.
2. ದಪ್ಪ:
ನಿರ್ಧರಿಸಲು ವಿನ್ಯಾಸ ಮತ್ತು ಲೆಕ್ಕಾಚಾರದ ಮೂಲಕ, ಹೆಚ್ಚು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುವ 12/19 ಮಿಮೀ.
3.ಎಡ್ಜ್ ಚಿಕಿತ್ಸೆ:
ಹೊಳಪು ಮತ್ತು ಗಾಜಿನ ಕತ್ತರಿಸಿದ ನಂತರ ಸಣ್ಣ ಅಂತರವನ್ನು ತಡೆಯಬೇಕು, ಅಂತರವು ಗಾಜಿನ ಬಿರುಕುಗಳಿಗೆ ಒತ್ತಡದ ಸಾಂದ್ರತೆಯ ಪರಿಣಾಮವಾಗಿ ರೂಪಿಸಲು ಸುಲಭವಾಗಿದೆ.
1. ಸಾಮರ್ಥ್ಯದ ಲೆಕ್ಕಾಚಾರ:
ಮುಖದ ಗಾಜು ಮತ್ತು ಪಕ್ಕೆಲುಬಿನ ಗಾಜಿನ ನಡುವೆ ಸಿಲಿಕೋನ್ ರಚನಾತ್ಮಕ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಅಂಟಿಕೊಳ್ಳುವ ಜಂಟಿ ಅಗಲ ಮತ್ತು ದಪ್ಪವನ್ನು ಬಲದಿಂದ ಪರಿಶೀಲಿಸಬೇಕು.
2. ಸೀಲಾಂಟ್:
ಗಾಜಿನ ಮತ್ತು ಲೋಹದ ಚೌಕಟ್ಟು ಮತ್ತು ಬಕಲ್ ನಡುವೆ ತಟಸ್ಥ ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್ ಅನ್ನು ಬಳಸಬೇಕು.

ಸಿಲಿಕೋನ್ ರಚನೆ ಸೀಲಾಂಟ್

ಲೋಹದ ಚೌಕಟ್ಟು
ಹ್ಯಾಂಗಿಂಗ್ ಟೈಪ್ ಫುಲ್ ಗ್ಲಾಸ್ ಕರ್ಟೈನ್ ವಾಲ್ ಪ್ರಾಜೆಕ್ಟ್ನಲ್ಲಿ, ನೆಲದ ಕೆಳಗೆ ಅಥವಾ ಗೋಡೆಯಲ್ಲಿ ಸಮಾಧಿ ಮಾಡಿದ ಲೋಹದ ಚೌಕಟ್ಟು 3 ಮಿಮೀ ದಪ್ಪದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಗ್ರೂವ್ ಸ್ಟೀಲ್ ಮೆಟಲ್ ಫ್ರೇಮ್ ಅನ್ನು ಬಳಸುವುದು ಉತ್ತಮ.
ನೇತಾಡುವ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯ ಸ್ಥಾಪನೆ ಮತ್ತು ನಿರ್ಮಾಣ ಪ್ರಕ್ರಿಯೆ
ಪಾವತಿ-ಆಫ್ → ಮೇಲಿನ ಬೇರಿಂಗ್ ಸ್ಟೀಲ್ ರಚನೆಯ ಸ್ಥಾಪನೆ → ಕೆಳ ಮತ್ತು ಬದಿಯ ಚೌಕಟ್ಟಿನ ಆರೋಹಣ → ಗಾಜಿನ ಸ್ಥಾಪನೆ → ಅಂಟು ಮತ್ತು ಸೀಲ್ ಅನ್ನು ಚುಚ್ಚುಮದ್ದು → ಕ್ಲೀನ್ ಮತ್ತು ತಪಾಸಣೆ









ಅನುಸ್ಥಾಪನೆಯ ಪ್ರಮುಖ ಅಂಶಗಳು
1. ಸ್ಥಾನೀಕರಣ
1. ಪರದೆ ಗೋಡೆಯ ಸ್ಥಾನೀಕರಣದ ಅಕ್ಷದ ಅಳತೆ ಮತ್ತು ಇಡುವಿಕೆಯು ಮುಖ್ಯ ರಚನೆಯ ಅಕ್ಷದೊಂದಿಗೆ ಸಮಾನಾಂತರ ಅಥವಾ ಲಂಬವಾಗಿರಬೇಕು, ಆದ್ದರಿಂದ ಪರದೆ ಗೋಡೆಯ ನಿರ್ಮಾಣ ಮತ್ತು ಒಳಾಂಗಣ ಮತ್ತು ಹೊರಾಂಗಣ ಅಲಂಕಾರಗಳ ನಡುವಿನ ವಿರೋಧಾಭಾಸವನ್ನು ತಪ್ಪಿಸಲು, ಯಿನ್ ಮತ್ತು ಯಾಂಗ್ ದೋಷಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಕೋನವು ಚೌಕವಾಗಿಲ್ಲ ಮತ್ತು ಅಲಂಕಾರದ ಮೇಲ್ಮೈ ಸಮಾನಾಂತರವಾಗಿರುವುದಿಲ್ಲ.
2. ಮರುಪರಿಶೀಲಿಸಲು ಹೆಚ್ಚಿನ ನಿಖರವಾದ ಲೇಸರ್ ಮಟ್ಟ, ಥಿಯೋಡೋಲೈಟ್, ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಸ್ಟೀಲ್ ಟೇಪ್, ಸುತ್ತಿಗೆ, ಲೆವೆಲ್ ರೂಲರ್ ಅನ್ನು ಬಳಸಿ.7 ಮೀ ಗಿಂತ ಹೆಚ್ಚಿನ ಎತ್ತರವಿರುವ ಪರದೆ ಗೋಡೆಗೆ, ಪರದೆಯ ಗೋಡೆಯ ಲಂಬ ನಿಖರತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಅದನ್ನು ಅಳೆಯಬೇಕು ಮತ್ತು ಎರಡು ಬಾರಿ ಪರಿಶೀಲಿಸಬೇಕು.ಮೇಲಿನ ಮತ್ತು ಕೆಳಗಿನ ಮಧ್ಯದ ರೇಖೆಗಳ ನಡುವಿನ ವಿಚಲನವು 1 mm ನಿಂದ 2mm ಗಿಂತ ಕಡಿಮೆಯಿರಬೇಕು.
3. ಗಾಳಿಯ ಬಲವು ಬಲ 4 ಕ್ಕಿಂತ ಹೆಚ್ಚಿಲ್ಲದಿದ್ದಾಗ ಅಳತೆ ಮಾಡಲಾದ ಲೇ-ಆಫ್ ಅನ್ನು ಕೈಗೊಳ್ಳಲಾಗುತ್ತದೆ, ನಿಜವಾದ ವೈರಿಂಗ್ ಮತ್ತು ವಿನ್ಯಾಸದ ರೇಖಾಚಿತ್ರದ ನಡುವಿನ ದೋಷವನ್ನು ಸರಿಹೊಂದಿಸಬೇಕು, ವಿತರಿಸಬೇಕು ಮತ್ತು ಜೀರ್ಣಿಸಿಕೊಳ್ಳಬೇಕು, ಅದು ಸಂಗ್ರಹಗೊಳ್ಳಲು ಸಾಧ್ಯವಿಲ್ಲ.ಫ್ರೇಮ್ನ ಅಂತರ ಮತ್ತು ಸ್ಥಾನದ ಅಗಲವನ್ನು ಸರಿಹೊಂದಿಸುವ ಮೂಲಕ ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಪರಿಹರಿಸಲಾಗುತ್ತದೆ.ಗಾತ್ರದ ದೋಷವು ದೊಡ್ಡದಾಗಿದ್ದರೆ, ಸಮಯಕ್ಕೆ ಪ್ರತಿಬಿಂಬಿಸಿ ಮತ್ತು ಗಾಜಿನನ್ನು ರೀಮೇಕ್ ಮಾಡಿ ಅಥವಾ ಇತರ ಸಮಂಜಸವಾದ ಪರಿಹಾರವನ್ನು ಬಳಸಿ.
5. ಎಲ್ಲಾ ಗಾಜಿನ ಪರದೆ ಗೋಡೆಯು ನೇರವಾಗಿ ಗಾಜನ್ನು ಮುಖ್ಯ ರಚನೆಗೆ ಸರಿಪಡಿಸುತ್ತದೆ, ಮೊದಲು ಬೌನ್ಸ್ ಗ್ಲಾಸ್ ನೆಲಕ್ಕೆ, ಮತ್ತು ನಂತರ ಹೊರ ಅಂಚಿನ ಗಾತ್ರದ ಪ್ರಕಾರ ಆಧಾರ ಬಿಂದುವನ್ನು ನಿರ್ಧರಿಸುತ್ತದೆ.
2.ಅಪ್ಪರ್ ಸ್ಟೀಲ್ ರಚನೆ ಅನುಸ್ಥಾಪನ
1. ಎಂಬೆಡೆಡ್ ಭಾಗವನ್ನು ಪರೀಕ್ಷಿಸಲು ಗಮನ ಕೊಡಿ ಅಥವಾ ಸ್ಟೀಲ್ ಪ್ಲೇಟ್ ದೃಢವಾಗಿದೆಯೇ, ಆಂಕರ್ ಬೋಲ್ಟ್ನ ಗುಣಮಟ್ಟವು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿರಬೇಕು, ಆಂಕರ್ ಬೋಲ್ಟ್ನ ಸ್ಥಳವು ಬಲವರ್ಧಿತ ಕಾಂಕ್ರೀಟ್ ಸದಸ್ಯನ ಅಂಚಿಗೆ ಹತ್ತಿರವಾಗಿರಬಾರದು, ಬೋರ್ಹೋಲ್ನ ವ್ಯಾಸ ಮತ್ತು ಆಳ ಆಂಕರ್ ಬೋಲ್ಟ್ ತಯಾರಕರ ತಾಂತ್ರಿಕ ಷರತ್ತುಗಳನ್ನು ಪೂರೈಸಬೇಕು, ರಂಧ್ರ ಬೂದಿಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು.
2. ಪ್ರತಿ ಘಟಕದ ಅನುಸ್ಥಾಪನಾ ಸ್ಥಾನ ಮತ್ತು ಎತ್ತರವು ವೈರಿಂಗ್ ಸ್ಥಾನೀಕರಣ ಮತ್ತು ವಿನ್ಯಾಸ ರೇಖಾಚಿತ್ರಗಳ ಅಗತ್ಯತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಮುಂದುವರಿಯುತ್ತದೆ.ಅತ್ಯಂತ ಮುಖ್ಯವಾದ ಅಂಶವೆಂದರೆ ಲೋಡ್-ಬೇರಿಂಗ್ ಸ್ಟೀಲ್ ಕಿರಣದ ಮಧ್ಯದ ರೇಖೆಯು ಪರದೆಯ ಗೋಡೆಯ ಮಧ್ಯದ ರೇಖೆಯೊಂದಿಗೆ ಸ್ಥಿರವಾಗಿರಬೇಕು ಮತ್ತು ದೀರ್ಘವೃತ್ತದ ತಿರುಪು ರಂಧ್ರದ ಮಧ್ಯಭಾಗವು ವಿನ್ಯಾಸಗೊಳಿಸಿದ ಡೆರಿಕ್ ಬೋಲ್ಟ್ನ ಸ್ಥಾನಕ್ಕೆ ಅನುಗುಣವಾಗಿರಬೇಕು.
3. ಆಂತರಿಕ ಲೋಹದ ಕ್ಲಿಪ್ ಅನುಸ್ಥಾಪನೆಯು ನಯವಾದ ಮತ್ತು ನೇರವಾಗಿರಬೇಕು.ವೆಲ್ಡಿಂಗ್ನಿಂದ ಉಂಟಾಗುವ ವಿಚಲನವನ್ನು ಪರಿಶೀಲಿಸಲು ಮತ್ತು ನೇರಗೊಳಿಸಲು ಉಪವಿಭಾಗದ ಪುಲ್-ಥ್ರೂ ಲೈನ್ ಅನ್ನು ಬಳಸುವುದು ಅವಶ್ಯಕ.ಹೊರಗಿನ ಲೋಹದ ಬಕಲ್ ಕ್ಲಾಂಪ್ ಅನ್ನು ಸರಣಿ ಸಂಖ್ಯೆಗೆ ಅನುಗುಣವಾಗಿ ಜೋಡಿಸಬೇಕು ಮತ್ತು ನೇರತೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ.ಆಂತರಿಕ ಮತ್ತು ಬಾಹ್ಯ ಲೋಹದ ಕ್ಲಿಪ್ಗಳ ಅಂತರವು ಏಕರೂಪವಾಗಿರಬೇಕು ಮತ್ತು ಗಾತ್ರವು ವಿನ್ಯಾಸದ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸಬೇಕು. ಗಾತ್ರ.
3.ಅಂಡರ್ಫ್ರೇಮ್ ಮತ್ತು ಸೈಡ್ ಫ್ರೇಮ್ ಮೌಂಟಿಂಗ್
ವೈರಿಂಗ್ ಸ್ಥಾನೀಕರಣ ಮತ್ತು ವಿನ್ಯಾಸ ಎತ್ತರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ನಿರ್ಮಾಣ, ಎಲ್ಲಾ ಉಕ್ಕಿನ ರಚನೆ ಮೇಲ್ಮೈ ಮತ್ತು ವೆಲ್ಡ್ ಜಂಟಿ ಬ್ರಷ್ ವಿರೋಧಿ ತುಕ್ಕು ಬಣ್ಣ.ಕೆಳಗಿನ ಗಡಿಯೊಳಗಿನ ಕೊಳೆಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ.ಪ್ರತಿ ಗಾಜಿನ ತುಂಡಿನ ಕೆಳಭಾಗದಲ್ಲಿ ಕನಿಷ್ಠ 2 ನಿಯೋಪ್ರೆನ್ ಪ್ಯಾಡ್ಗಳನ್ನು ಇಡಬೇಕು ಮತ್ತು ಉದ್ದವು 100 ಮಿಮೀಗಿಂತ ಕಡಿಮೆಯಿರಬಾರದು.
4.ಗ್ಲಾಸ್ ಅಳವಡಿಕೆ
ಸೈಟ್ ನಿರ್ಮಾಣ ಪ್ರಕ್ರಿಯೆಗೆ ಕಟ್ಟುನಿಟ್ಟಾದ ಅನುಸಾರವಾಗಿ ಗ್ಲಾಸ್ ಎತ್ತುವಿಕೆ ಮತ್ತು ನಿಯೋಜನೆಯನ್ನು ಕೈಗೊಳ್ಳಬೇಕು
5.ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್ ಇಂಜೆಕ್ಷನ್ ಮತ್ತು ಕ್ಲೀನಿಂಗ್
ಹವಾಮಾನ ನಿರೋಧಕ ಸಿಲಿಕೋನ್ ಸೀಲಾಂಟ್ನ ನಿರ್ಮಾಣ ದಪ್ಪವು 3.5 ~ 4.5mm ನಡುವೆ ಇರಬೇಕು, ತುಂಬಾ ತೆಳುವಾದ ಸೀಲಾಂಟ್ ಕೀಲುಗಳು ಸೀಲಿಂಗ್ ಗುಣಮಟ್ಟಕ್ಕೆ ಪ್ರತಿಕೂಲವಾಗಿದೆ ಮತ್ತು ಮಳೆಯನ್ನು ತಡೆಯುತ್ತದೆ.ಜೊತೆಗೆ, ಅಂಟು ಚುಚ್ಚುಮದ್ದನ್ನು 5℃ ಗಿಂತ ಕಡಿಮೆ ತಾಪಮಾನದಲ್ಲಿ ನಡೆಸಬಾರದು, ಏಕೆಂದರೆ ತಾಪಮಾನವು ತುಂಬಾ ಕಡಿಮೆಯಾಗಿದೆ, ಅಂಟು ಹರಿಯುತ್ತದೆ, ಕ್ಯೂರಿಂಗ್ ಸಮಯವನ್ನು ವಿಳಂಬಗೊಳಿಸುತ್ತದೆ ಮತ್ತು ಕರ್ಷಕ ಶಕ್ತಿಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.ಸಿಲಿಕಾ ಜೆಲ್ ಗಾಜಿನನ್ನು ಕಲುಷಿತಗೊಳಿಸುವುದನ್ನು ತಡೆಯಲು ಜಂಟಿ ಸ್ಥಾನದ ಉದ್ದಕ್ಕೂ ಅಂಟಿಕೊಳ್ಳುವ ಟೇಪ್ ಅನ್ನು ಅಂಟಿಕೊಳ್ಳಿ.ವೃತ್ತಿಪರ ರಬ್ಬರ್ ಇಂಜೆಕ್ಷನ್ ನಿರ್ಮಾಣ.ಅಂಟು ಇಂಜೆಕ್ಷನ್ ನಂತರ, ಅಂಟು ಕೆರೆದು ವಿಶೇಷ ಉಪಕರಣಗಳನ್ನು ಬಳಸಿ, ಅಂಟು ಸೀಮ್ ಸ್ವಲ್ಪ ಕಾನ್ಕೇವ್ ಮೇಲ್ಮೈ ಮಾಡುತ್ತದೆ.ಅಂಟು ಇಂಜೆಕ್ಷನ್ ಭಾಗದ ಗಾಜು ಮತ್ತು ಲೋಹದ ಮೇಲ್ಮೈಯನ್ನು ಅಸಿಟೋನ್ ಅಥವಾ ವಿಶೇಷ ಮಾರ್ಜಕದಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು, ಒದ್ದೆಯಾದ ಬಟ್ಟೆ ಮತ್ತು ನೀರನ್ನು ಬಳಸಬೇಡಿ.
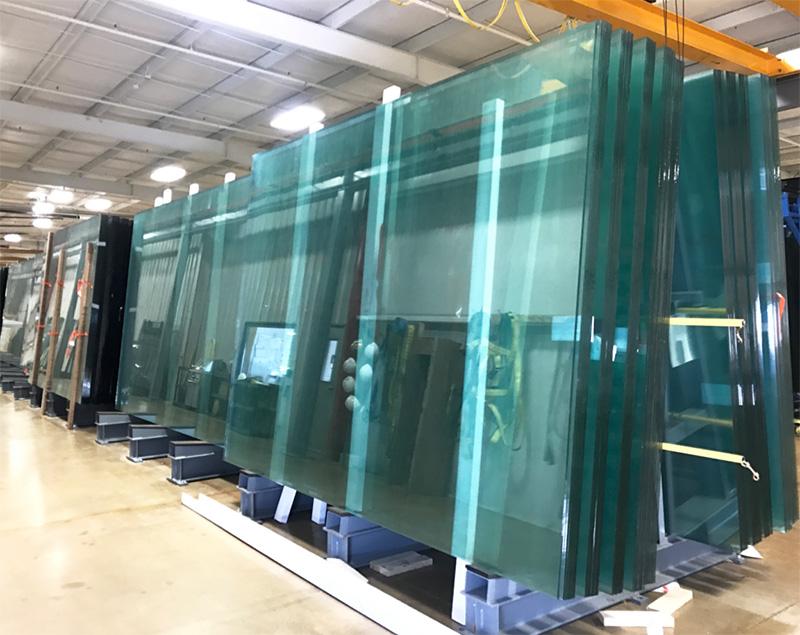
ಪ್ಯಾಕೇಜಿಂಗ್ ಮತ್ತು ಶಿಪ್ಪಿಂಗ್




ಉಚಿತ ಕಸ್ಟಮೈಸ್ ವಿನ್ಯಾಸ
ಆಟೋಕ್ಯಾಡ್, ಪಿಕೆಪಿಎಂ, ಎಂಟಿಎಸ್, 3ಡಿ3ಎಸ್, ಟಾರ್ಚ್, ಟೆಕ್ಲಾ ಸ್ಟ್ರಕ್ಚರ್ಸ್ (ಎಕ್ಸ್ ಸ್ಟೀಲ್) ಮತ್ತು ಇತ್ಯಾದಿಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಗ್ರಾಹಕರಿಗಾಗಿ ನಾವು ಸಂಕೀರ್ಣ ಕೈಗಾರಿಕಾ ಕಟ್ಟಡಗಳನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸುತ್ತೇವೆ.
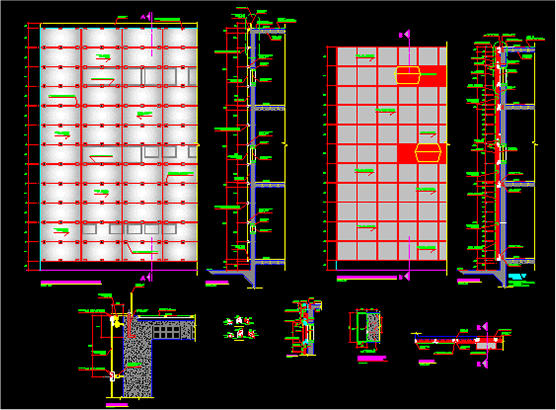
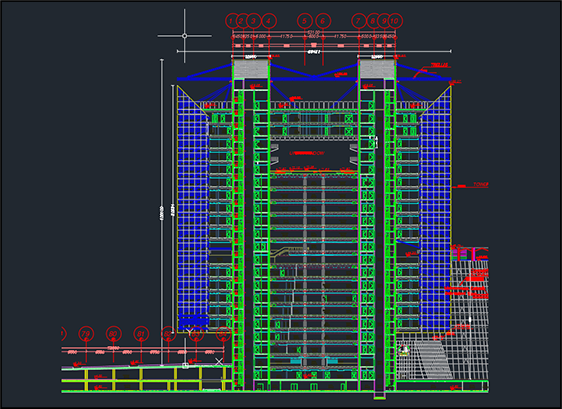
ಗ್ರಾಹಕೀಕರಣ ಪ್ರಕ್ರಿಯೆ
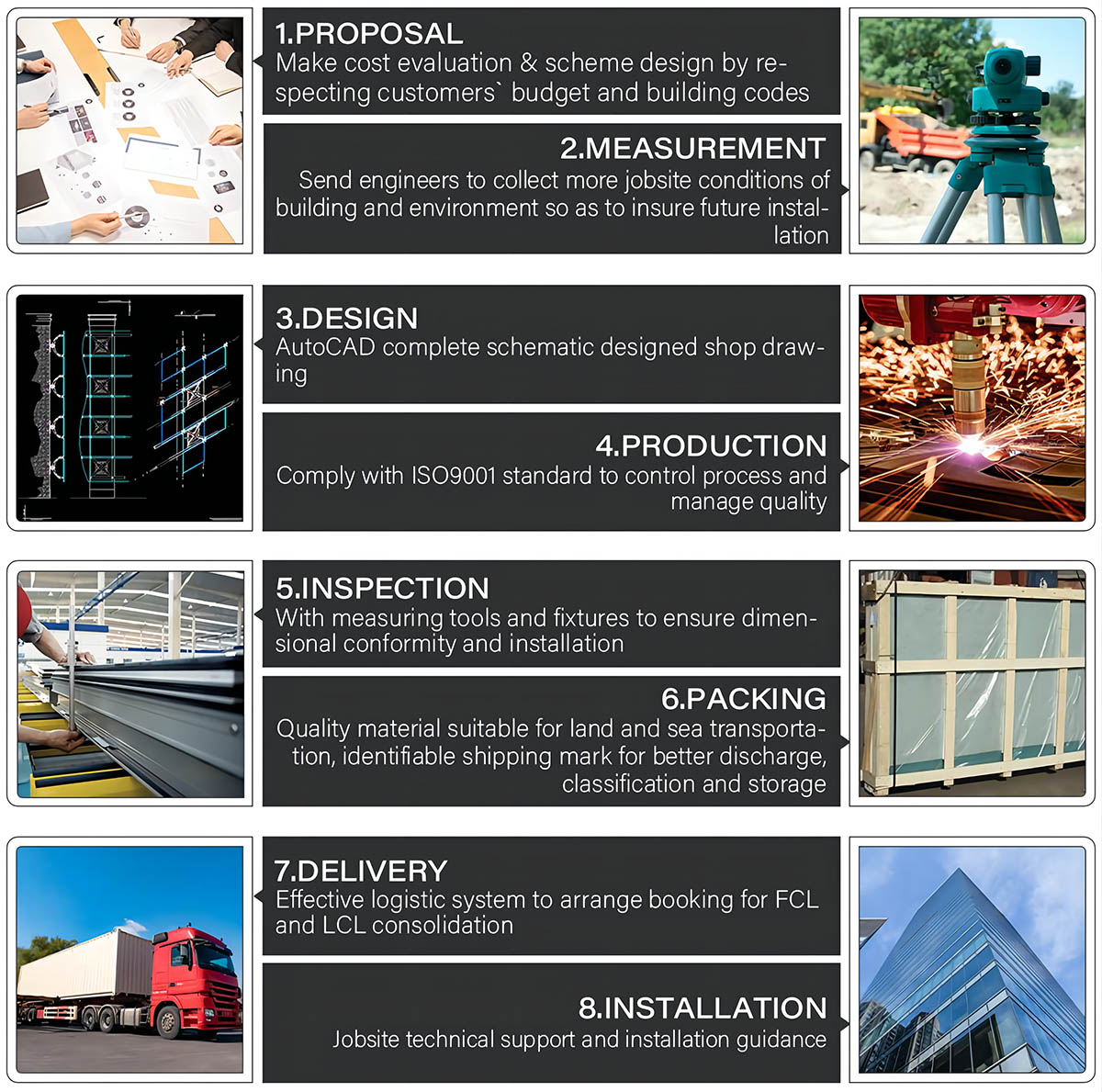
ಉತ್ಪಾದನಾ ಕಾರ್ಯಾಗಾರದ ಅವಲೋಕನ

ಕಬ್ಬಿಣದ ಕಾರ್ಯಾಗಾರ

ಕಚ್ಚಾ ವಸ್ತುಗಳ ವಲಯ 1

ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ ಕಾರ್ಯಾಗಾರ

ಕಚ್ಚಾ ವಸ್ತುಗಳ ವಲಯ 2
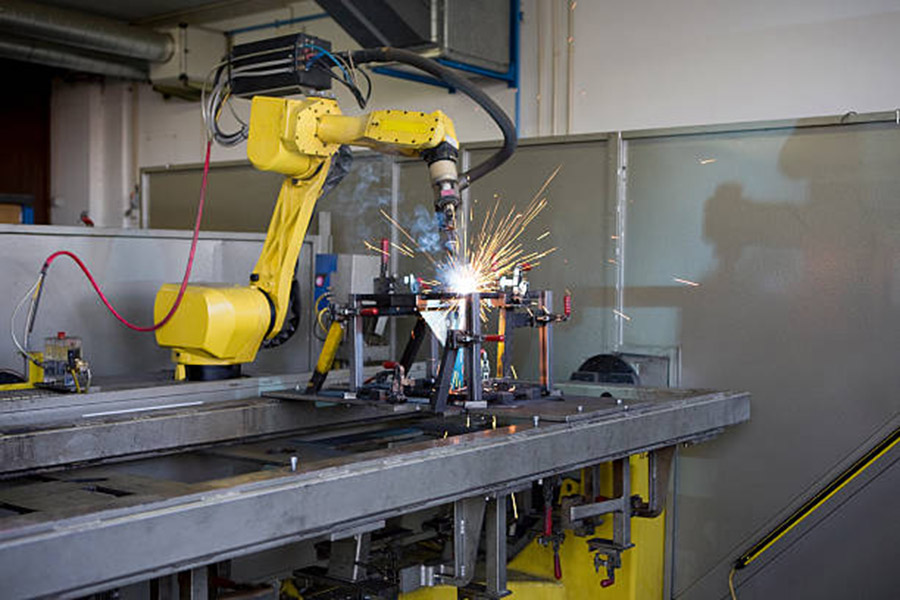
ಹೊಸ ಕಾರ್ಖಾನೆಯಲ್ಲಿ ರೋಬೋಟಿಕ್ ವೆಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ.

ಸ್ವಯಂಚಾಲಿತ ಸಿಂಪಡಿಸುವ ಪ್ರದೇಶ

ಬಹು ಕತ್ತರಿಸುವ ಯಂತ್ರಗಳು
ಪ್ರಮಾಣಪತ್ರ ಅಧಿಕಾರ







FAQ
1.ನಿಮ್ಮ ತಯಾರಿಕೆಯ ಸಮಯ ಎಷ್ಟು?
38-45 ದಿನಗಳು ಡೌನ್ ಪೇಮೆಂಟ್ ಸ್ವೀಕರಿಸಿದ ಮತ್ತು ಶಾಪ್ ಡ್ರಾಯಿಂಗ್ ಸಹಿ ಮಾಡುವುದರ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ
2. ಇತರ ಪೂರೈಕೆದಾರರಿಗಿಂತ ನಿಮ್ಮ ಉತ್ಪನ್ನಗಳನ್ನು ಯಾವುದು ವಿಭಿನ್ನಗೊಳಿಸುತ್ತದೆ?
ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ ಮತ್ತು ಅತ್ಯಂತ ಸ್ಪರ್ಧಾತ್ಮಕ ಬೆಲೆ ಜೊತೆಗೆ ವೃತ್ತಿಪರ ಮಾರಾಟ ಮತ್ತು ಅನುಸ್ಥಾಪನ ಎಂಜಿನಿಯರಿಂಗ್ ಸೇವೆಗಳು.
3. ನೀವು ಯಾವ ಗುಣಮಟ್ಟದ ಭರವಸೆಯನ್ನು ಒದಗಿಸಿದ್ದೀರಿ ಮತ್ತು ನೀವು ಗುಣಮಟ್ಟವನ್ನು ಹೇಗೆ ನಿಯಂತ್ರಿಸುತ್ತೀರಿ?
ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯ ಎಲ್ಲಾ ಹಂತಗಳಲ್ಲಿ ಉತ್ಪನ್ನಗಳನ್ನು ಪರಿಶೀಲಿಸುವ ವಿಧಾನವನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ - ಕಚ್ಚಾ ವಸ್ತುಗಳು, ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ವಸ್ತುಗಳು, ಮೌಲ್ಯೀಕರಿಸಿದ ಅಥವಾ ಪರೀಕ್ಷಿಸಿದ ವಸ್ತುಗಳು, ಸಿದ್ಧಪಡಿಸಿದ ಸರಕುಗಳು, ಇತ್ಯಾದಿ.
4. ನಿಖರವಾದ ಉದ್ಧರಣವನ್ನು ಹೇಗೆ ಪಡೆಯುವುದು?
ನೀವು ಈ ಕೆಳಗಿನ ಪ್ರಾಜೆಕ್ಟ್ ಡೇಟಾವನ್ನು ಒದಗಿಸಿದರೆ, ನಾವು ನಿಮಗೆ ನಿಖರವಾದ ಉದ್ಧರಣವನ್ನು ನೀಡಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ವಿನ್ಯಾಸ ಕೋಡ್ / ವಿನ್ಯಾಸ ಗುಣಮಟ್ಟ
ಕಾಲಮ್ ಸ್ಥಾನ
ಗರಿಷ್ಠ ಗಾಳಿಯ ವೇಗ
ಭೂಕಂಪನ ಹೊರೆ
ಗರಿಷ್ಠ ಹಿಮದ ವೇಗ
ಗರಿಷ್ಠ ಮಳೆ
ಸಹಕಾರಿ ಕಂಪನಿ